



























よむ、つかう、まなぶ。
資料No.2~2-1_日本薬局方の参考情報の改正(案)について (20 ページ)
出典
| 公開元URL | https://www.mhlw.go.jp/stf/shingi2/0000174942_00008.html |
| 出典情報 | 薬事・食品衛生審議会 日本薬局方部会(令和5年度第1回 1/22)《厚生労働省》 |
ページ画像
ダウンロードした画像を利用する際は「出典情報」を明記してください。
低解像度画像をダウンロード
プレーンテキスト
資料テキストはコンピュータによる自動処理で生成されており、完全に資料と一致しない場合があります。
テキストをコピーしてご利用いただく際は資料と付け合わせてご確認ください。
8 参考情報
1
(ⅱ)
2
堆積体の直径は既知である)か,又は堆積体の形成に応じて基
46
圧縮度とこれに密接に関係するHausner比は,粉体の粒子
3
底板の直径を変える.
47
サイズや粒子形状,真密度,表面積,含水率,付着性などに影
4
堆積体が形成される基底板の直径を一定とする(すなわち,
45
2.
圧縮度及びHausner比
48
響されるため,粉体の流動特性を予測することができる.圧縮
5
れている.
49
度及びHausner比は,粉体の疎充塡体積とタップ充塡体積か
6
(ⅰ)
排出安息角:一定の直径を持つ円板上にある過剰量の粉
50
ら算出される.詳細はかさ密度測定法〈3.01〉 を参照すること.
7
体を容器から排出させることによって測定する.円板上に形成
51
2.1.
8
された円錐から,排出安息角を測定する.
52
圧縮度とHausner比の測定法はやや異なるが,基本的な手
上記の基本的な測定法に加えて,以下のような変法も用いら
圧縮度及びHausner比測定法
9
(ⅱ)
動的安息角:片面が透明で平らな面を持つ円筒内に粉体
53
順は,同一の粉体試料について疎充塡体積 V0 と,これ以上の
10
を入れ,これを一定速度で回転させる.動的安息角は円筒内で
54
体積変化が生じなくなるまで試料をタップした後の最終タップ
11
流動している粉体層の斜面が水平面との間で形成する角度とし
55
充 塡 体 積 Vf を 測 定 す る こ と で あ る . 次 式 に よ り 圧 縮 度 と
12
て測定される.内部運動摩擦角は粉体の最上層を流下する粒子
56
Hausner比を計算する.
13
と粗い表面仕上げとされている円筒と一緒に回転している粒子
14
を分離している面によって定義される.
15
1.2.
安息角に関する流動性の程度
57
圧縮度=(V0 - Vf)/V0 × 100
58
Hausner比=V0/Vf
16
安息角を用いて粉体の流動性を定性的に説明する際に多少の
59
圧縮度とHausner比は,疎充塡かさ密度(ρuntapped)とタップ充
17
違いはあるが,Carr1)による分類(表1)は有用である.処方設計
60
塡かさ密度(ρtapped)の測定値を用いて,次式により求めること
18
において40 ~ 50°の安息角を持つ試料であっても良好な結果
61
もできる.
19
が得られることもあるが,安息角が50°を超えると,製造に適
20
さないことが多い.
62
圧縮度=(ρtapped - ρuntapped)/ρtapped × 100
63
Hausner比=ρtapped/ρuntapped
21
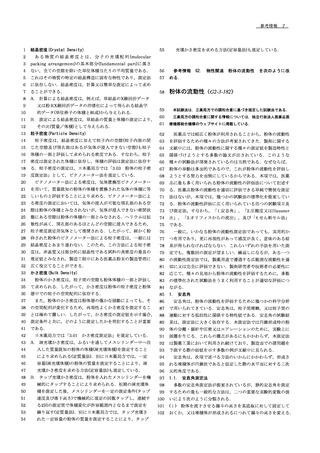
流動性の程度と対応する安息角1)
表1
流動性の程度
安息角(°)
極めて良好
25 ~ 30
良好
31 ~ 35
やや良好(架橋防止対策不要)
36 ~ 40
これらの変法として,タップ中に生じるかさ体積変化に代わ
65
って,圧密率が測定されることもある.圧縮度とHausner比
66
について,広く報告されている流動性の程度を表2に示す.
67
表2
流動性の程度と対応する圧縮度及びHausner比
普通(架橋の限界点あり)
41 ~ 45
圧縮度(%)
流動性の程度
Hausner比
やや不良(攪拌や振とうが必要)
46 ~ 55
≦10
極めて良好
1.00 ~ 1.11
不良
56 ~ 65
11 ~ 15
良好
1.12 ~ 1.18
>66
16 ~ 20
やや良好
1.19 ~ 1.25
21 ~ 25
普通
1.26 ~ 1.34
26 ~ 31
やや不良
1.35 ~ 1.45
32 ~ 37
不良
1.46 ~ 1.59
>38
極めて不良
>1.60
極めて不良
22
64
1.3.
測定に関して留意すべき点
23
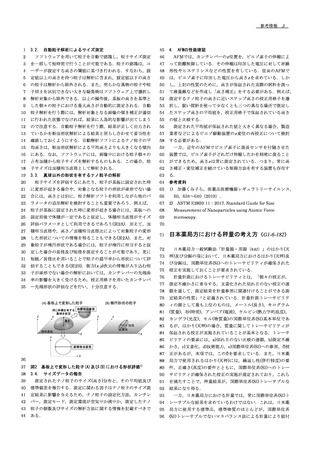
安息角は個々の粉体に固有な物性値ではない.すなわち,粉
24
体の円錐を形成させるために用いた方法に大きく依存する.こ
25
の点に関して,次のような重要な点が挙げられている.
26
(ⅰ)
上方から落下してくる粉体の衝撃によって円錐の頂点が
68
圧縮度とHausner比は粉体に固有な特性値ではなく,用い
27
ゆがむ.円錐を注意深く形成させることによって,衝撃による
69
た測定法に依存する.疎充塡体積V0,最終タップ充塡体積Vf,
28
ゆがみは軽減される.
70
疎充塡かさ密度ρ untapped ,及びタップ充塡かさ密度ρtapped の測
29
(ⅱ)
円錐が形成される円板の性質が安息角に影響する.粉体
71
定に影響するため考慮すべき重要な点は以下のとおりである.
30
層の上に円錐を形成させることができる“共通の基底部”を用
72
(ⅰ)
用いたメスシリンダーとホルダーの直径と質量
31
いて円錐を形成させるとよい.これは,円錐を形成させる粉体
73
(ⅱ)
タップ充塡かさ密度を得るための粉体のタップ回数
32
層を保持するための外縁部を用いることによって可能となる.
74
(ⅲ)
タップの高さ
33
1.4.
75
(ⅳ)
試験に用いた粉体の質量
推奨される測定手順
34
粉体層を保持するための保持縁を持つ,固定された円板上に
76
(ⅴ)
タップ中のメスシリンダー内における粉体試料の回転
35
安息角を形成させる.円板は振動しないようにする.対称性の
77
3.
オリフィスからの流出
36
ある円錐を注意深く形成させるために,円錐の高さに応じて漏
78
粉体の流出は多くの因子に依存するが,そのうちの幾つかは
37
斗の高さを変えると良い.この場合,漏斗が動くので,振動し
79
粒子自体の特性に関係しており,また他の幾つかは測定法に関
38
ないように注意する.円錐の先端部に落下する粉体の衝撃を最
80
係する.粉体の流動度の測定には,(粉体がアーチングを生じ,
39
小限にするために,漏斗脚部下端の高さは堆積体の頂点から約
81
それ以上流出することができなくなるオリフィス径である“ア
40
2 ~ 4 cmの位置に保つ.対称性のある円錐を首尾よく又は再
82
ーチング径”を評価することにより)オリフィスからの粉体の流
41
現性よく形成させることができない場合には,本法は適切では
83
出性とその流出速度を観測する方法が使用されてきた.ここで
42
ない.円錐の高さを測定することによって,次式から安息角α
84
特に重要なことは,自由流動性のある粉体であっても脈動型の
43
を求める.
85
流動パターンが観察されるので,流出を連続的にモニターする
86
ことが有用であるということである.また,容器が空になる際
87
も流出速度の変化が見られる.これまでにオリフィス径,粒子
44
tanα=高さ/(0.5×円板の直径)
1
(ⅱ)
2
堆積体の直径は既知である)か,又は堆積体の形成に応じて基
46
圧縮度とこれに密接に関係するHausner比は,粉体の粒子
3
底板の直径を変える.
47
サイズや粒子形状,真密度,表面積,含水率,付着性などに影
4
堆積体が形成される基底板の直径を一定とする(すなわち,
45
2.
圧縮度及びHausner比
48
響されるため,粉体の流動特性を予測することができる.圧縮
5
れている.
49
度及びHausner比は,粉体の疎充塡体積とタップ充塡体積か
6
(ⅰ)
排出安息角:一定の直径を持つ円板上にある過剰量の粉
50
ら算出される.詳細はかさ密度測定法〈3.01〉 を参照すること.
7
体を容器から排出させることによって測定する.円板上に形成
51
2.1.
8
された円錐から,排出安息角を測定する.
52
圧縮度とHausner比の測定法はやや異なるが,基本的な手
上記の基本的な測定法に加えて,以下のような変法も用いら
圧縮度及びHausner比測定法
9
(ⅱ)
動的安息角:片面が透明で平らな面を持つ円筒内に粉体
53
順は,同一の粉体試料について疎充塡体積 V0 と,これ以上の
10
を入れ,これを一定速度で回転させる.動的安息角は円筒内で
54
体積変化が生じなくなるまで試料をタップした後の最終タップ
11
流動している粉体層の斜面が水平面との間で形成する角度とし
55
充 塡 体 積 Vf を 測 定 す る こ と で あ る . 次 式 に よ り 圧 縮 度 と
12
て測定される.内部運動摩擦角は粉体の最上層を流下する粒子
56
Hausner比を計算する.
13
と粗い表面仕上げとされている円筒と一緒に回転している粒子
14
を分離している面によって定義される.
15
1.2.
安息角に関する流動性の程度
57
圧縮度=(V0 - Vf)/V0 × 100
58
Hausner比=V0/Vf
16
安息角を用いて粉体の流動性を定性的に説明する際に多少の
59
圧縮度とHausner比は,疎充塡かさ密度(ρuntapped)とタップ充
17
違いはあるが,Carr1)による分類(表1)は有用である.処方設計
60
塡かさ密度(ρtapped)の測定値を用いて,次式により求めること
18
において40 ~ 50°の安息角を持つ試料であっても良好な結果
61
もできる.
19
が得られることもあるが,安息角が50°を超えると,製造に適
20
さないことが多い.
62
圧縮度=(ρtapped - ρuntapped)/ρtapped × 100
63
Hausner比=ρtapped/ρuntapped
21
流動性の程度と対応する安息角1)
表1
流動性の程度
安息角(°)
極めて良好
25 ~ 30
良好
31 ~ 35
やや良好(架橋防止対策不要)
36 ~ 40
これらの変法として,タップ中に生じるかさ体積変化に代わ
65
って,圧密率が測定されることもある.圧縮度とHausner比
66
について,広く報告されている流動性の程度を表2に示す.
67
表2
流動性の程度と対応する圧縮度及びHausner比
普通(架橋の限界点あり)
41 ~ 45
圧縮度(%)
流動性の程度
Hausner比
やや不良(攪拌や振とうが必要)
46 ~ 55
≦10
極めて良好
1.00 ~ 1.11
不良
56 ~ 65
11 ~ 15
良好
1.12 ~ 1.18
>66
16 ~ 20
やや良好
1.19 ~ 1.25
21 ~ 25
普通
1.26 ~ 1.34
26 ~ 31
やや不良
1.35 ~ 1.45
32 ~ 37
不良
1.46 ~ 1.59
>38
極めて不良
>1.60
極めて不良
22
64
1.3.
測定に関して留意すべき点
23
安息角は個々の粉体に固有な物性値ではない.すなわち,粉
24
体の円錐を形成させるために用いた方法に大きく依存する.こ
25
の点に関して,次のような重要な点が挙げられている.
26
(ⅰ)
上方から落下してくる粉体の衝撃によって円錐の頂点が
68
圧縮度とHausner比は粉体に固有な特性値ではなく,用い
27
ゆがむ.円錐を注意深く形成させることによって,衝撃による
69
た測定法に依存する.疎充塡体積V0,最終タップ充塡体積Vf,
28
ゆがみは軽減される.
70
疎充塡かさ密度ρ untapped ,及びタップ充塡かさ密度ρtapped の測
29
(ⅱ)
円錐が形成される円板の性質が安息角に影響する.粉体
71
定に影響するため考慮すべき重要な点は以下のとおりである.
30
層の上に円錐を形成させることができる“共通の基底部”を用
72
(ⅰ)
用いたメスシリンダーとホルダーの直径と質量
31
いて円錐を形成させるとよい.これは,円錐を形成させる粉体
73
(ⅱ)
タップ充塡かさ密度を得るための粉体のタップ回数
32
層を保持するための外縁部を用いることによって可能となる.
74
(ⅲ)
タップの高さ
33
1.4.
75
(ⅳ)
試験に用いた粉体の質量
推奨される測定手順
34
粉体層を保持するための保持縁を持つ,固定された円板上に
76
(ⅴ)
タップ中のメスシリンダー内における粉体試料の回転
35
安息角を形成させる.円板は振動しないようにする.対称性の
77
3.
オリフィスからの流出
36
ある円錐を注意深く形成させるために,円錐の高さに応じて漏
78
粉体の流出は多くの因子に依存するが,そのうちの幾つかは
37
斗の高さを変えると良い.この場合,漏斗が動くので,振動し
79
粒子自体の特性に関係しており,また他の幾つかは測定法に関
38
ないように注意する.円錐の先端部に落下する粉体の衝撃を最
80
係する.粉体の流動度の測定には,(粉体がアーチングを生じ,
39
小限にするために,漏斗脚部下端の高さは堆積体の頂点から約
81
それ以上流出することができなくなるオリフィス径である“ア
40
2 ~ 4 cmの位置に保つ.対称性のある円錐を首尾よく又は再
82
ーチング径”を評価することにより)オリフィスからの粉体の流
41
現性よく形成させることができない場合には,本法は適切では
83
出性とその流出速度を観測する方法が使用されてきた.ここで
42
ない.円錐の高さを測定することによって,次式から安息角α
84
特に重要なことは,自由流動性のある粉体であっても脈動型の
43
を求める.
85
流動パターンが観察されるので,流出を連続的にモニターする
86
ことが有用であるということである.また,容器が空になる際
87
も流出速度の変化が見られる.これまでにオリフィス径,粒子
44
tanα=高さ/(0.5×円板の直径)